
全国服务热线:0755-33509227
深圳:13632963446
苏州:15862683564
QQ:1493079011
微信:secyao
邮箱:1493079011@qq.com


1.灌胶量的大小,灌胶压力,针头大小 ,针头与工作面之间的距离,胶水的粘度,胶水温度,固化温度曲线,胶水中气泡,需要特殊设定的流体等等,下面做下介绍,希望能够有所帮助 首先灌胶量的大小通常认为胶点直径的大小应为产品间距的一半,这样就可以保证有充足的胶水来粘结组件又避免胶水过多。灌胶量多少由时间长短来决定,实际中应根据温度和胶水的特性选择灌胶时间。
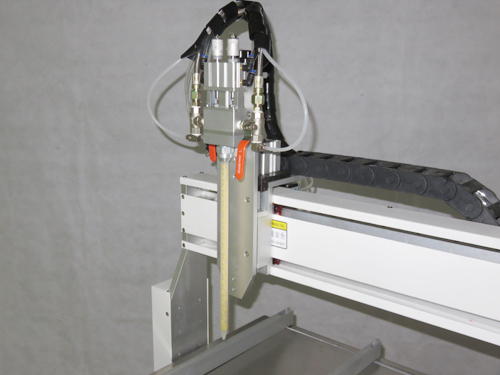
2.灌胶压力方面,通常压力太大易造成胶水溢出、胶量过多;压力太小则会出现灌胶断续现象和漏点,从而导致产品缺陷,所以需要根据环境温度和胶水粘度等因素进行调节。
3.灌胶机针头通常要选取针头内径大小为灌胶胶点直径的1/2左右的针头,灌胶过程中,应根据产品大小来选取灌胶针头。
4.胶水区别,有些胶水比较粘,流动性差,可采用加热的方式,增加胶水的流动性。针对比较粘的胶水,为保证出胶量,料桶的口径可以开的大一些,增加胶水的顺畅度。
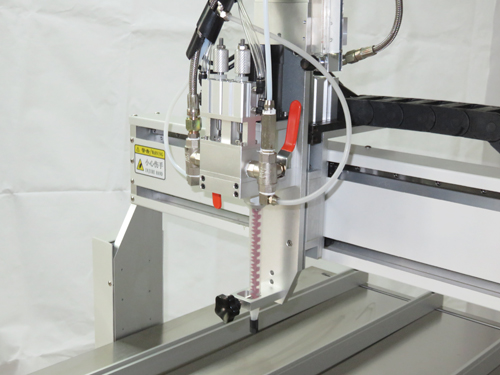
5.针头与工作面之间的距离,不同的灌胶机采用不同的针头,有些针头有一定的止动度,因此需要把握好灌胶距离,甚至每次工作开始之前应做针头与工作面距离的校准,即Z轴高度校准。
6.除了灌胶机本身的因素,胶水的粘度直接影响灌胶的质量,粘度大,则胶点会变小,甚至拉丝;粘度小,胶点会变大,进而可能渗染产品,而胶水温度应为23℃~25℃;环境温度对胶水的粘度影响,温度降低粘度增大,出胶流量相应变小,更容易出现拉丝现象。胶水固化温度曲线生产厂家已给出,在实际应尽可能采用较高温度来固化,使胶水固化后有足够强度。
7.另外胶水一定不能有气泡。一个小小气泡就会造成许多产品没有胶水;每次中途更换胶管时应排空连接处的空气,防止出现空打现象。
综上即为影响灌胶机出胶量的几个因素,我们可以根据自己的情况,去适当的去改变其中的某一项,从而解决胶量的瓶径问题。







